 English
English Français
Français Español
Español
Nous fournissons des solutions personnalisées à tous nos clients et offrons des conseils techniques complets dont votre entreprise peut bénéficier.
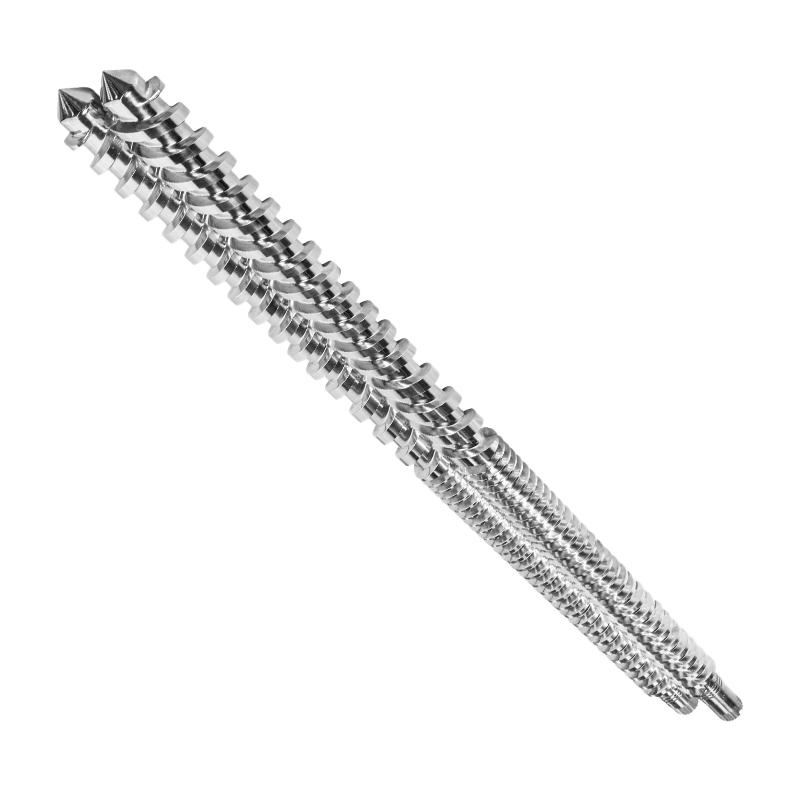
Le cylindre à vis est l’un des composants essentiels de la machine de moulage par injection. Sa maintenance affecte directement la qualité et l’efficacité de la production des produits moulés par injection.
1. Nettoyage régulier
Objectif : éliminer les résidus dans le baril, empêcher la carbonisation et prolonger la durée de vie du baril.
Méthode:
Arrêter le nettoyage : chaque fois que la machine s'arrête pendant plus d'une demi-heure, l'orifice de chute doit être fermé et les résidus dans le canon doivent être soigneusement éliminés avec un matériau de nettoyage (tel que l'ABS).
Nettoyage périodique : Selon la situation de production, le fût doit être nettoyé régulièrement. Il est généralement recommandé de le nettoyer tous les 3 à 6 mois.
Précautions:
Faites attention à la sécurité pendant le nettoyage pour éviter les brûlures à haute température.
Le choix du produit de nettoyage doit être basé sur le type de plastique traité.
2. Évitez de tourner au ralenti
Raison : le ralenti de la vis entraînera une usure excessive de la vis et du canon et réduira sa durée de vie.
Prévention:
Assurer un approvisionnement suffisant en matériel.
Vérifiez régulièrement la trémie et le tuyau de matériau pour vous assurer que le matériau peut entrer en douceur dans le baril.
3. Évitez le mélange de matériaux
Raison : Lorsque différents types de plastiques sont mélangés à des températures élevées, des réactions chimiques peuvent se produire, endommageant la vis et le canon.
Prévention:
Lors de la fabrication de différents types de produits, le fût doit être soigneusement nettoyé.
Évitez de traiter en même temps des plastiques incompatibles tels que le POM et le PVC. Lors de l’utilisation de plastiques neufs, le matériau restant dans le fût doit être nettoyé. Lorsque vous utilisez du POM, du PVC, du PA GF et d'autres matériaux, minimisez la dégradation des matières premières et rincez-les avec de l'ABS et d'autres matériaux de buse à temps après l'arrêt.
4. Faites attention au contrôle de la température
Raison : Une température excessive accélérera la décomposition des plastiques, produira des produits carbonisés et endommagera la vis et le canon.
Prévention:
Réglez la température strictement selon les exigences du processus.
Vérifiez régulièrement le serpentin de chauffage et le capteur de température.
Ne démarrez pas la machine lorsque le fût n’a pas atteint la température prédéfinie. Un nouveau chauffage électrique nécessite généralement que la température atteigne la valeur de consigne 30 minutes avant de faire fonctionner la vis.
5. Vérifiez régulièrement la vis et le canon
Objectif : Détecter à temps les problèmes tels que l’usure et les rayures sur la vis et le canon afin d’éviter des pertes plus importantes.
Méthode:
Vérifiez régulièrement la surface de la vis et du canon pour observer s'il y a des anomalies.
Mesurez les dimensions de la vis et du canon pour vérifier s'il y a une usure excessive.
6. Lubrification
Objectif : réduire la friction entre la vis et le canon et prolonger sa durée de vie.
Méthode:
Ajoutez régulièrement de l'huile lubrifiante dans le trou d'huile lubrifiante conformément au manuel de l'équipement.
Sélectionnez une huile lubrifiante appropriée pour garantir qu’elle présente une résistance aux températures élevées, une anti-oxydation et d’autres propriétés.
7. Remplacez régulièrement les pièces d'usure
Objectif : Assurer le fonctionnement normal de l’équipement et améliorer l’efficacité de la production.
Méthode:
Remplacez régulièrement les pièces d'usure telles que les bagues d'étanchéité et les joints toriques.
Pour les vis et les fûts présentant une usure importante, ils doivent être remplacés à temps.
La vis doit être en acier allié résistant à l'usure avec une faible déformation dans un environnement à haute température. La surface de travail de la vis après un traitement fin doit être résistante à l'usure et à la corrosion, de sorte que la partie filetée de la vis doit être nitrurée et chromée dur avec une dureté de HV940-1100..
